

Naona jinsi ganiMapipa ya Parafujo Mojakubadilisha usindikaji wa plastiki. Ninapotumia pipa la skrubu Moja kwa kuchakata chembechembe, ninagundua ubora bora wa kuyeyuka, mchanganyiko thabiti na uchakavu kidogo. YanguPlastiki Extruder Kwa Usafishaji wa Plastikiinaendesha laini. Kwa halijoto sahihi na kasi ya screw, myExtruder Kwa Usafishaji wa Plastikiinafikia pato la juu na ubora wa pellet.
- Kiwango cha kuyeyuka
- Kasi ya screw
- Joto la pipa
- Udhibiti wa dhiki ya shear
Mbinu Muhimu Kuendesha Ufanisi

Uboreshaji wa Melt Homogenization
Ninapoendesha kifaa changu cha kuchakata tena, mimi huzingatia kupata kuyeyuka kwa usawa. Melt homogenization inamaanisha kuchanganya plastiki vizuri inapoyeyuka, hivyo kila pellet ina ubora sawa. Nimejifunza hilokudhibiti joto na mtiririko wa kuyeyukani muhimu. Uchunguzi juu ya plastiki kama nailoni na polypropen unaonyesha kuwa ninapoweka sare ya kuyeyuka, ninapata pellets bora zilizosindikwa. Ikiwa kuyeyuka si thabiti, plastiki iliyorejeshwa inaweza kuwa dhaifu au brittle.
Ninaona tofauti katika ubora wa pellet ninapotumia pipa moja ya skrubu iliyoundwa kwa uchanganyaji bora. Kwa mfano, utafiti juu ya upatanishi wa mikasi ya hali ya kuyeyuka unaonyesha kuwa uchanganyaji wa mikasi ya juu katika mapipa ya skrubu moja huboresha usawa wa kimwili na wa mafuta wa plastiki zilizosindikwa. Utaratibu huu hupunguza uchafu na kubadilisha muundo wa polima kwa njia ambayo husaidia kwa hatua zaidi za kuchakata tena. Ninagundua kuwa pellets zangu zilizorejeshwa zina kasoro chache na utendakazi bora wakati kuyeyuka ni sawa.
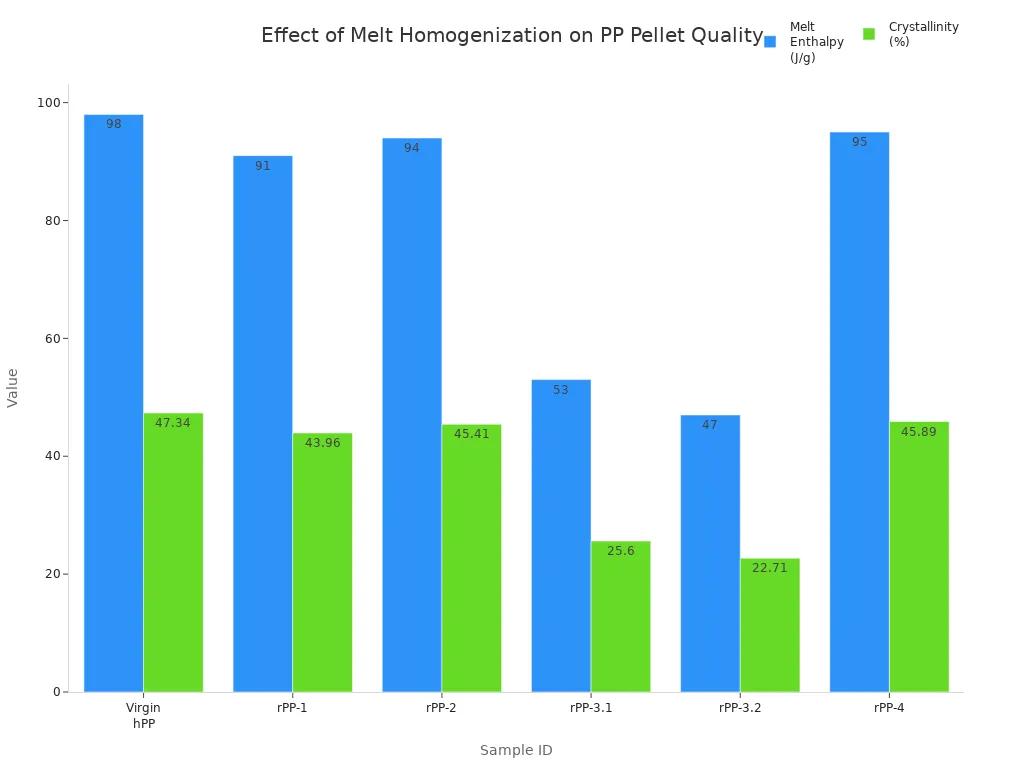
Nambari zinahifadhi nakala ninayoona kwenye duka langu. Ninapolinganisha sampuli za polypropen zilizorejeshwa, zile zilizo na ung'aavu wa hali ya juu na kuyeyuka kwa enthalpy huonekana na kufanya kazi zaidi kama plastiki bikira. Hapa kuna jedwali linaloonyesha jinsi hali tofauti za usindikaji huathiri ubora wa pellet:
| Kitambulisho cha mfano | Melt Enthalpy (J/g) | Ufuwele (%) |
|---|---|---|
| Bikira homopolymer PP (hPP) | 98 | 47.34 |
| PP-1 iliyorejeshwa (rPP-1) | 91 | 43.96 |
| PP-2 (rPP-2) iliyotengenezwa upya | 94 | 45.41 |
| PP-3.1 (rPP-3.1) iliyosindikwa upya | 53 | 25.60 |
| PP-3.2 (rPP-3.2) iliyosindikwa upya | 47 | 22.71 |
| PP-4 (rPP-4) Iliyotengenezwa upya | 95 | 45.89 |
Siku zote mimi hulenga matokeo kama rPP-1, rPP-2, na rPP-4, ambayo yako karibu na bikira PP. Thamani za chini, kama rPP-3.1 na rPP-3.2, niambie kuyeyuka hakukuchanganyika vizuri au kulikuwa na uchafuzi.
Ninapodhibiti mtiririko wa kuyeyuka na kuchanganya, pia huona sifa bora za kiufundi katika bidhaa ya mwisho. Pellets zangu zilizorejelewa hunyoosha na kushikilia karibu na plastiki mpya, ambayo inamaanisha ninaweza kuzitumia katika programu zinazohitajika zaidi.
Jiometri ya Parafujo iliyoboreshwa
Sura na muundo wa screw ndani ya extruder yangu hufanya tofauti kubwa. Nimejaribu jiometri tofauti za screw na kugundua jinsi zinavyoathiri matumizi ya nishati, ubora wa kuyeyuka, na matokeo. Ninapotumia koleo na jiometri sahihi, ninapata mchanganyiko thabiti zaidi na matokeo ya juu zaidi. Pia mimi hutumia nishati kidogo, ambayo huokoa pesa na kupunguza uchakavu wa vifaa vyangu.
- Jiometri ya screw huathiri kiasi cha nishati ninachohitaji na jinsi halijoto ya kuyeyuka inavyokaa.
- Kuongeza kasi ya skrubu kunaweza kupunguza matumizi ya nishati, lakini muundo wa skrubu lazima ulingane na nyenzo.
- Screw za kizuizi na vipengele vya kuchanganya husaidia kuweka joto la kuyeyuka sawa na kuboresha kuchanganya.
- Baadhi ya miundo ya skrubu huniruhusu niendeshe extruder haraka bila kupoteza ubora.
- Jiometri ya skrubu ya kulia husawazisha ufanisi wa nishati na utoaji wa juu na ubora mzuri wa kuyeyuka.
Nimeona screws za kizuizi, ambazo hutenganisha plastiki imara na iliyoyeyuka, huniruhusu kukimbia kwa kasi ya juu na kupata pato zaidi. Walakini, ninahitaji kutazama uboreshaji ili kuweka sare ya kuyeyuka. Vipengele vya kuchanganya kama vile sehemu ya Maddock shear hunipa ulinganifu bora zaidi, ambayo inamaanisha kasoro chache kwenye pellets zangu.
Hapa kuna ulinganisho wa haraka wa aina za screw na athari zao:
| Jiometri ya screw | Mchanganyiko wa Uthabiti (Homogeneity) | Upitishaji | Vidokezo |
|---|---|---|---|
| Vikwazo Screws | Nzuri kwa matokeo ya juu, unahitaji udhibiti wa uangalifu | Juu | Bora zaidi kwa makundi makubwa, angalia kuchanganya kwa kutofautiana kwa kasi ya juu sana |
| Screws za Sehemu Tatu | Imara, lakini upitishaji wa chini | Wastani | Nzuri kwa uzalishaji thabiti, isiyonyumbulika |
| Vipengele vya Kuchanganya | Homogenization bora | Inatofautiana | Maddock shear hutoa mchanganyiko bora, haswa kwa plastiki ngumu |
Mimi huchagua jiometri ya screw inayolingana na plastiki ninayochakata tena. Kwa njia hii, ninapata uwiano bora wa kasi, ubora na matumizi ya nishati.
Vifaa vya Juu vya Pipa
Nyenzo za pipa la screw ni muhimu kama muundo wake. Ninategemea mapipa yaliyotengenezwa kwa vyuma vya aloi za ubora wa juu kama 38CrMoAl, ambayo hutoa nguvu na ukakamavu. Ninapotumia mapipa yenye nyuso zenye nitridi, naona kuruka kubwa kwa ugumu. Hii inamaanisha kuwa kifaa changu hudumu kwa muda mrefu, hata ninapochakata plastiki zenye abrasive au zilizochafuliwa.
- Vyuma vya aloi kama vile 38CrMoAlA na AISI 4140 hunipa uimara ninaohitaji.
- Vyuma vya chuma vya unga hutoa kuvaa bora zaidi na upinzani wa kutu.
- Matibabu ya nitriding huongeza ugumu wa uso, mara nyingi hufikia HV900 au zaidi.
- Mipako ya bimetali, kama vile carbudi ya tungsten, hulinda dhidi ya vichungi vya abrasive.
- Uwekaji wa Chromium huongeza safu nyingine ya ulinzi dhidi ya kutu na uchakavu.
Nimeona kwamba ninapotumia mapipa na nyenzo hizi za juu na mipako, ninatumia muda mdogo na pesa kwenye matengenezo. Extruder yangu huendesha muda mrefu kati ya vipindi vya huduma, na sihitaji kuwa na wasiwasi sana juu ya kuvunjika. Kuegemea huku kunaniruhusu kulenga katika kutengeneza pellets zilizosindikwa za ubora wa juu.
Kidokezo:Daima mechi nanyenzo ya pipakwa aina za plastiki na viungio unavyochakata. Nyenzo kali na mipako hulipa wakati unashughulikia taka ya abrasive au mchanganyiko wa plastiki.
Kwa kuchanganya urekebishaji wa kuyeyuka ulioboreshwa, jiometri ya skrubu iliyoboreshwa, na nyenzo za hali ya juu za mapipa, ninapata ufanisi wa juu na matokeo bora zaidi katika operesheni yangu ya kuchakata tena plastiki. Mbinu hizi hufanya kazi pamoja ili kutoa ubora thabiti, pato la juu, na gharama ya chini.
Kutatua Changamoto za Kawaida za Urejelezaji
Kukabiliana na Uchafuzi na Malisho Yanayobadilika
Ninapoendesha oparesheni yangu ya kuchakata tena, ninakabiliwa na malisho yasiyotabirika kila siku. Makundi mengine yana plastiki safi, sare. Wengine hufika wakiwa wamechanganywa na uchafu, chuma, au unyevunyevu. Ninajua kuwa chembechembe za kusaga zenye umbo lisilo la kawaida zina msongamano wa chini wa wingi kuliko pellets virgin. Hii inapunguza upitishaji na hufanya extruder yangu kufanya kazi kwa bidii. Nisiposhughulikia masuala haya, naona halijoto ya juu ya kuyeyuka na ubora duni wa pellet.
Ninategemea pipa langu moja la screw kushughulikia changamoto hizi. Jiometri ya eneo la malisho iliyoboreshwa, hasa mifuko iliyopanuliwa ya malisho, huboresha ulishaji na uwasilishaji wa yabisi. Muundo huu huzuia vilio vya nyenzo na kuweka mtiririko thabiti. Ninagundua kuwa kiboreshaji changu hudumisha ubora wa kuyeyuka hata ninapochakata plastiki iliyochanganywa au iliyochafuliwa.
Hapa kuna changamoto kuu ninazokutana nazo katika kuchakata tena plastiki:
- Maumbo ya kusaga tena yasiyo ya kawaida na msongamano wa chini wa wingi
- Kupunguza ufanisi na ufanisi
- Joto la juu la kuyeyuka na madirisha nyembamba ya usindikaji
- Uchafuzi na uharibifu wa nyenzo
- Usindikaji tofauti na plastiki iliyochanganywa
Pipa yangu moja ya screw hunisaidia kushinda shida hizi. Ninaona ufanisi bora wa kulisha, mtiririko wa nyenzo thabiti, na matumizi ya chini ya nishati. Teknolojia hii huniruhusu kuchakata aina nyingi zaidi za plastiki zilizosindikwa tena bila kughairi ubora.
Mara nyingi mimi hulinganisha vinukuzi vya skrubu moja na vichochezi vya skrubu pacha. Mashine ya skrubu pacha hutoa uchanganyaji bora na degassing, lakini wanapambana na shinikizo la juu na uchafuzi. Extruder za skrubu moja, kama yangu, hushughulikia uchakataji wa kina wa kuchuja na kustahimili vichafuzi vyema zaidi. Hapa kuna ulinganisho wa haraka:
| Kipengele | Parafujo Moja Extruder | Parafujo pacha Extruder |
|---|---|---|
| Ufanisi wa Kuchanganya | Mchanganyiko wa wastani, homogenization mdogo | Mchanganyiko bora, hatua kubwa ya usambazaji / kutawanya |
| Usawa wa Joto | Wastani, kukabiliwa na maeneo ya moto/baridi | Usambazaji wa joto la kuyeyuka sana sare |
| Utulivu wa Pato | Nzuri, inaweza kuwa na pulsation | Pato thabiti, thabiti |
| Ufanisi wa Nyenzo | Bora kwa vifaa vya homogeneous, bikira | Hushughulikia viungio, mchanganyiko, malisho yaliyochafuliwa |
| Uwezo wa Kuondoa gesi | Kikomo au hakuna | Juu, na bandari za utupu na maeneo ya uingizaji hewa |
| Kesi ya Matumizi Bora | Kiwango kidogo, ABS safi ya bikira | Viwanda wadogo, maalum, rangi, recycled ABS |
Ninachagua mapipa ya skrubu moja kwa uwezo wao wa shinikizo la juu na uvumilivu bora wa uchafu. Uamuzi huu hunisaidia kuepuka urekebishaji wa gharama kubwa na huweka laini yangu ya kuchakata tena ikiendelea vizuri.
Kupunguza Uvaaji kutoka kwa Nyenzo za Abrasive
Plastiki na vichungi vya abrasive, kama vile nyuzi za glasi, talc, na calcium carbonate, vinaleta changamoto kubwa kwenye mmea wangu. Nyenzo hizi huvaa screws na mapipa haraka. Nilikuwa nikibadilisha vipengele mara nyingi, ambayo iliongeza muda na gharama.
Sasa, ninatumia mapipa ya screw moja na matibabu ya juu ya uso na mipako. Pipa yangu ina uso wa nitridi na tabaka za aloi ya bimetallic. Viimarisho hivi huongeza ugumu na kupinga abrasion. Ninaona tofauti kubwa katika uimara. Vifaa vyangu hudumu kwa muda mrefu, hata ninapochakata plastiki ngumu na abrasive.
Vipengele muhimu vya muundo vinavyonisaidia kupunguza uvaaji ni pamoja na:
- Jiometri ya skrubu iliyoboreshwa ili kuzuia miisho ya shinikizo na kuyeyuka kwa misukosuko
- Uteuzi wa vifaa vya kuvaa sugu na mipako maalum
- Ubunifu uliolengwa kwa malighafi maalum na vichungi
- Mashine sahihi kwa kumaliza uso laini
- Programu ya uigaji ili kuelewa usambazaji wa shinikizo la kuyeyuka
Nilijifunza kwambakuvaa juu zaidi hutokea karibu na sehemu ya mpito, ambapo kabari yabisi na shinikizo huongezeka. Kwa kuchagua vifaa na mipako sahihi, Ipunguza uvaaji hadi 60%. Ukaguzi wa mara kwa mara na matengenezo ya kanda zinazovaa nguo nyingi, kama vile sehemu za kulishia na kutolea maji taka, huiweka extruder yangu katika hali ya juu.
Kidokezo:Kila mara mimi hulinganisha muundo wangu wa pipa la skrubu na plastiki na vichungi ninachakata. Mbinu hii huongeza maisha ya vifaa na inaboresha ufanisi wa uzalishaji.
Kuimarisha Uthabiti wa Mchakato na Uthabiti wa Pato
Usindikaji thabiti ni muhimu kwa kutengeneza pellets zenye ubora wa juu. Kabla sijatumia teknolojia ya pipa la skrubu moja, nilitatizika na kuongezeka kwa mtiririko, kuyeyuka kwa kuyeyuka, na usambazaji duni wa yabisi. Shida hizi zilisababisha viwango vya chini vya uzalishaji, kuongezeka kwa chakavu, na gharama kubwa za wafanyikazi.
Na pipa yangu ya skrubu moja ya JT, ninapata mtiririko thabiti wa kuyeyuka na pato thabiti. Mifumo ya udhibiti wa hali ya juu, ikijumuisha vitambuzi na vidhibiti mantiki, hunisaidia kudumisha halijoto na shinikizo thabiti. Ninafuatilia hali za mchakato kwa karibu ili kuzuia kushuka kwa thamani ambayo inaweza kudhoofisha operesheni.
Ninatumiaaloi za bimetallic na mipako ya juuili kuongeza upinzani wa kuvaa na kutu. Vipengele hivi ni muhimu kwa usindikaji wa plastiki abrasive au recycled. Hali ya mchakato thabiti huzuia tofauti katika mali ya bidhaa na kupunguza taka.
Hapa kuna hatua ninazochukua ili kudumisha utulivu wa mchakato:
- Matengenezo ya mara kwa mara na uingizwaji wa wakati wa screws zilizovaliwa na mapipa
- Ufuatiliaji joto na shinikizo na mifumo ya juu ya udhibiti
- Kwa kutumia skrubu maalum profaili kwa bora kuyeyuka homogeneity na kuchanganya
- Kukagua maeneo ya nguo za juu ili kupunguza muda usiotarajiwa
Uchunguzi unaonyesha kuwa kuongeza kasi ya skrubu na maeneo ya halijoto huongeza upitishaji na kuboresha urejeleaji. Kasi ya skrubu ya chini huongeza torati na kupunguza nishati ya kimitambo, na hivyo kusababisha ufanisi bora na utoaji thabiti zaidi. Nimeandika ongezeko la kiwango cha pato la 18% hadi 36% baada ya kuboresha muundo wangu wa pipa la skrubu.
Kumbuka:Ukaguzi wa mara kwa mara na matengenezo ya ubashiri huongeza maisha ya kifaa na kuboresha uthabiti wa jumla wa mchakato katika operesheni yangu ya kuchakata tena.
Kwa kushughulikia uchafuzi, uchakavu, na uthabiti wa kuchakata, pipa langu la skrubu moja hunisaidia kutoa pellets za kuaminika, za ubora wa juu zilizorejeshwa. Ninakidhi mahitaji ya urejeleaji wa kisasa kwa ujasiri na ufanisi.
Pipa la Parafujo Moja la Uchakataji Usafishaji: Matokeo ya Ulimwengu Halisi

Kuongezeka kwa Upitishaji na Ubora
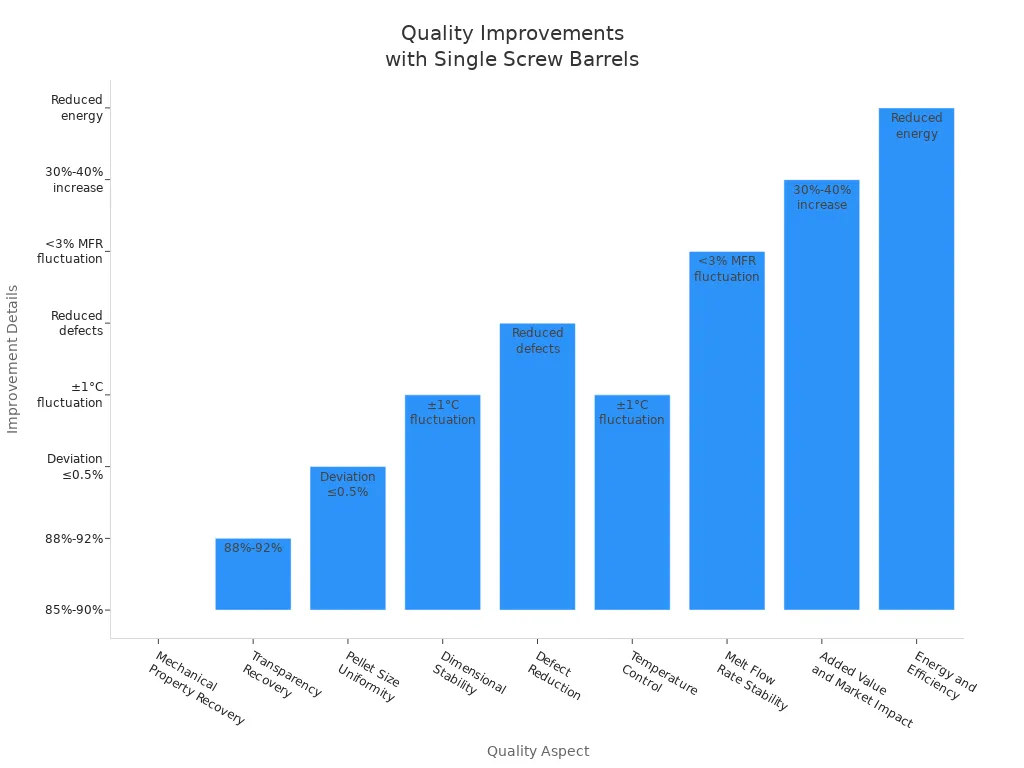
Nilipobadilisha kwa pipa moja la skrubu kwa kuchakata chembechembe, niliona uboreshaji wazi katika ubora wa upitishaji na pellet. Pellets zangu zilizorejelewa sasa zinaonyesha nguvu bora za kiufundi na uwazi ulioboreshwa. Ninaweza kudhibiti ukubwa wa pellet kwa usahihi zaidi, ambayo hunisaidia kukidhi mahitaji madhubuti ya mteja. Udhibiti wa halijoto wa hali ya juu hudumisha mtiririko wa kuyeyuka, kwa hivyo ninapata kasoro chache na pellets sare zaidi.
| Kipengele cha Ubora | Maelezo ya Uboreshaji |
|---|---|
| Urejeshaji wa Mali ya Mitambo | 85% -90% kiwango cha uokoaji, juu sana kuliko na vifaa vya kawaida |
| Urejeshaji wa Uwazi | 88% -92% kiwango cha kupona |
| Ukubwa wa Pellet Sare | Mkengeuko kati ya 0.5% |
| Utulivu wa Dimensional | Halijoto sawa (kubadilika kwa ±1°C) huhakikisha uthabiti |
| Kupunguza kasoro | Uchafu na kasoro chache |
| Udhibiti wa Joto | Udhibiti wa hatua tano, mabadiliko ya ±1°C |
| Melt Flow Rate Utulivu | Kushuka kwa kasi kwa MFR chini ya 3% |
| Thamani iliyoongezwa na Athari ya Soko | 30% -40% ongezeko la thamani iliyoongezwa |
| Nishati na Ufanisi | Matumizi ya chini ya nishati, ufanisi wa juu |
Matengenezo ya Chini na Wakati wa kupumzika
Nimejifunza kuwa utunzaji wa kawaida huweka pipa langu moja la skrubu kwa kuchakata chembechembe zikiendelea vizuri. Ninafuata ratiba kali ya matengenezo na kukagua pipa kila wiki. Mimi huweka halijoto na kasi ya skrubu kila mara ili kuepuka mkazo kwenye mashine. Malisho ya plastiki safi, yaliyopangwa husaidia kuzuia uharibifu kutoka kwa uchafu. Ninasafisha na kulainisha sehemu zinazosonga ili kuzuia kutu na msuguano. Ninapoona sehemu zilizochakaa, ninazibadilisha mara moja. Ninachagua mapipa yaliyotengenezwa kwa aloi ngumu na mipako maalum, kama nitriding, ili kupanua maisha yao.
- Ukaguzi wa pipa kila wikiweka vifaa vyangu katika hali ya juu.
- Mipangilio sahihi ya joto na shinikizo huzuia kuvaa.
- Malisho safi hupunguza uharibifu wa ndani.
- Kusafisha mara kwa mara na kuvunjika kwa lubrication kuacha.
- Ubadilishaji wa sehemu inayotumika huepuka wakati usiotarajiwa.
- Aloi ngumu na mipako hufanya pipa kudumu kwa muda mrefu.
Mimea inayofuata hatua hizi huripoti muda mdogo wa kupungua na gharama ndogo za ukarabati. Laini yangu ya kuchakata tena inaendeshwa kwa ufanisi zaidi na kwa uhakika.
Uchunguzi Kifani: Pipa la Parafujo Moja la JT katika Usafishaji wa Plastiki Nyingi
Nilisakinisha pipa la skrubu moja la JT kwa kuchakata tena granulation kwenye mmea wangu ili kushughulikia plastiki tofauti kama PE, PP, na PVC. vifaa vya sugu kuvaa, kama vile38CrMoAl na tungsten carbudi, wameongeza maisha ya pipa. Sasa ninatumia kidogo katika ukarabati na uingizwaji. Laini yangu ya utayarishaji haikomi mara chache, kwa hivyo ninatimiza makataa yangu ya kuwasilisha. Utendaji thabiti wa pipa la skrubu moja la JT kwa kuchakata chembechembe umeboresha matokeo yangu na kupunguza gharama zangu. Ninaona usumbufu mdogo na bora zaidiubora wa pellet, ambayo hunisaidia kubaki na ushindani kwenye soko.
Ninaona jinsi mapipa ya screw moja yanatatua shida kuu za kuchakata tena. Uzoefu wangu unaonyesha ubora bora wa kuyeyuka, kuchanganya, na uthabiti wa mchakato. Kwa pipa la skrubu moja la kuchakata chembechembe, ninapata ufanisi wa juu na kutegemewa. Maboresho haya yanasaidia utendakazi safi, gharama ya chini, na kunisaidia kukidhi mahitaji yanayokua ya tasnia ya urejelezaji endelevu wa plastiki.
Maswali Yanayoulizwa Mara kwa Mara
Je! ni plastiki gani ninaweza kusindika na pipa moja ya screw ya JT?
Ninaweza kusindika plastiki nyingi, pamoja na PE, PP, PS,PVC, PET, PC, na PA. Pipa hubadilika kwa vifaa tofauti kwa kuchakata kwa ufanisi.
Ninawezaje kupunguza uchakavu kwenye pipa langu la skrubu?
Ninatumia mapipa yaliyotengenezwa kwa aloi ngumu na mipako ya nitrided au bimetallic. Kusafisha mara kwa mara na mipangilio ifaayo hunisaidia kupanua maisha ya pipa na kuweka utendaji wa juu.
Kwa nini kuyeyuka homogenization ni muhimu katika kuchakata tena?
Kuyeyuka homogenization hunipa pellets sare. Ninaona kasoro chache na uimara bora wa bidhaa. Mchanganyiko thabiti hunisaidia kukidhi viwango vya ubora na mahitaji ya wateja.

Muda wa kutuma: Aug-21-2025